Brasatura Ghisa con Bronzo all’Alluminio
Brasatura Ghisa con Bronzo all’Alluminio
GHISA
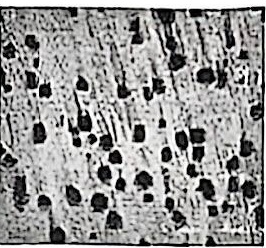
La ghisa è composta da percentuali variabili di Ferro e Carbonio e altri elementi in tracce come ad esempio silicio, manganese, zolfo, fosforo e magnesio. La quantità di carbonio presente determina le caratteristiche specifiche della ghisa, influenzando la resistenza, durezza e duttilità. La struttura della ghisa è granulare con piccole inclusioni di grafite distribuite in una matrice di ferro e altri elementi leganti che le conferiscono una natura fragile ma anche la sua eccellente capacità di assorbire vibrazioni e ridurre il rischio di fratture.
Tra le proprietà fisiche della ghisa c’è l’elevata conducibilità termica, tanto che, è spesso impiegata come dissipazione in motori e attrezzature industriali. L’elevata densità della ghisa le conferisce una buona resistenza all’usura e corrosione.
I principali tipi di ghisa sono:
- Ghisa sferoidale: con una microstruttura compatta e globulare dovuta ad un trattamento termico particolare, offre una maggiore resistenza e una migliore resistenza alla fatica rispetto alla ghisa malleabile.
- Ghisa malleabile: è una ghisa che grazie ad un trattamento termico da lamellare si trasforma in sferoidale migliorando duttilità e resistenza.
- Ghisa grigia: è la ghisa più comune, la sua forma lamellare è distribuita nella matrice di ferro. Presenta una buona resistenza all’usura ed è facile fonderla.
- Ghisa duttile: detta anche ghisa nodulare presenta microstruttura più controllata rispetto alla ghisa malleabile, quindi, garantisce una maggiore resistenza alla trazione.
Per brasare giunti in ghisa sferoidale è necessario considerare la sua struttura. Il carbonio forma delle sfere in grafite circondate da ferro. La grafite è un materiale refrattario alla brasatura, pertanto la lega diffonderà solo sulla matrice ferrosa. La preparazione tramite sabbiatura delle superfici di contatto da brasare della ghisa è molto importante al fine di rimuovere lo strato più spesso dell’ossido superficiale.
 BRONZO
BRONZO
Il bronzo è una lega di colore rosso-bruno composta da rame (Cu) e stagno (Sn), a cui possono essere aggiunti altri elementi (es. Al, Ni, Be, P o Sn). L’aggiunta del 10% alluminio al bronzo permette di ottenere il miglioramento delle caratteristiche di resistenza meccanica, durezza e resistenza alla corrosione. Ma l’ossido di alluminio è un ossido molto tenace difficile da rimuovere se non tramite disossidanti specifici.
DISOSSIDANTE
Il flux BrazeTec L è un disossidante speciale che riesce ad operare efficacemente su diversi materiali base ma in particolare su materiali base fino al 10% di Al nella loro composizione pertanto è indicato sia per la ghisa sferoidale che per il bronzo con alluminio.
LEGA
Lega d’apporto: viste le caratteristiche dei giunti è opportuno impiegare una lega a base Ag: BrazeTec 4900, 4576, 5507, 5600 ovvero con temperatura di lavoro contenuta <=690 °C. In caso di superfici da brasare il formato consigliato è in nastro.

METODO DI RISCALDAMENTO
Il riscaldamento ad induzione è potenzialmente il più idoneo ma la potenza del generatore, la forma e posizione dell’induttore e i tempi di riscaldo devono essere definiti in funzione delle geometrie e della massa del giunto. Il riscaldamento è la fase più delicata del processo in quanto solitamente la parte in ghisa ha una massa molto maggiore rispetto alla parte in bronzo pertanto è doveroso trovare posizioni, tempi e temperature corrette al fine di non innescare cricche sulla ghisa o esaurimento del tempo vita efficace, durante il processo di riscaldamento, del disossidante.
![]()