Alluminio: tecnica di brasatura

Un materiale eccellente
L’alluminio è un materiale duttile color argento che si estrae principalmente dai minerali di bauxite, ha una notevole resistenza all’ossidazione, è molto malleabile ed è dotato di leggerezza. L’alluminio grezzo è lavorato tramite processi di produzione industriale quali fusione, forgiatura o stampaggio. Le caratteristiche che lo contraddistinguono sono un peso specifico che è un terzo rispetto all’acciaio o al rame. La sua eccellente resistenza alla corrosione e la facilità di lavorazione lo rendono un materiale sempre più utilizzato in campo industriale.
L’alluminio forma diverse leghe con differenti caratteristiche, il silicio migliora il bagno di fuione e riduce il coefficiente di dilatazione; il magnesio aumenta la resistenza a corrosione in ambiente alcalino o in mare; il manganese aumenta la resistenza meccanica e alla corrosione; il rame accresce la resistenza meccanica, soprattutto a caldo; lo zinco soprattutto se associato al magnesio, conferisce un’elevata resistenza meccanica.
L’alluminio e le sue leghe
- 1XXX Alluminio con purezza minima 99.00%
- 2XXX Leghe Al-Cu
- 3XXX Leghe Al-Mn
- 4XXX Leghe Al-Si
- 5XXX Leghe Al-Mg
- 6XXX Leghe Al-Mg-Si
- 7XXX Leghe Al-Zn
- 8XXX Leghe Al con altri elementi
- 9XXX Serie sperimentale
Scelta del materiale d’apporto
 Le comuni leghe utilizzate per la brasatura dei metalli pesanti non possono essere utilizzate per l’alluminio e le sue leghe. Questo per due motivi principali:
Le comuni leghe utilizzate per la brasatura dei metalli pesanti non possono essere utilizzate per l’alluminio e le sue leghe. Questo per due motivi principali:
- le loro temperature di lavoro/fusione superano quelle del metallo di base;
- il giunto finale avrebbe una resistenza alla corrosione inferiore rispetto al metallo base.
Di conseguenza, sono utilizzate leghe brasanti a base di alluminio, contenenti almeno il 70% di Al e con all’interno solo tracce di metalli pesanti. Per questo motivo, queste leghe hanno temperature di fusione molto simili ai metalli di base e questo è causa di una serie di problemi.
La lega maggiormente utilizzata è una combinazione di alluminio e silicio dove il contenuto di Si varia dal 7 a 13%. Queste leghe sono soddisfacenti sia da un punto di vista di resistenza alla tensione sia alla corrosione. L’intervallo di temperatura solidus-liquidus di queste leghe varia da 575 a 615°C. In particolare, la lega AlSi12 ha un’ottima resistenza alla corrosione e la temperatura del liquidus coincide con la temperatura di lavoro (intervallo 575-590°C).
Durante la brasatura è fondamentale che non avvenga la fusione del metallo di base, pertanto deve essere prestata particolare attenzione alla scelta della lega brasante: essa deve avere una temperatura di liquidus inferiore al solidus del metallo di base. Per questo motivo, solitamente solo l’alluminio puro o il metallo AlMn1 (solidus di 640°C) sono brasati con leghe AlSi.
Per avere una temperatura di lavoro inferiore si può utilizzare la lega BrazeTec Alubraze L98/02 Nc Flux che aiuta a risolvere il problema: la sua temperatura di fusione va da 420 a 480°C ed è di circa 100°C inferiore a quella del metallo base, ciò facilita il processo di brasatura e mantiene invariate le proprietà finali del giunto.
La lega, inoltre, contiene disossidante non corrosivo. Ciò significa che, oltre ad essere pronta all’uso in quanto non necessita dell’apporto di altro flussante, è anche ideale per la realizzazione di preformati e per la giunzione di tubi, perché non richiede la rimozione di eventuali residui dopo la brasatura. Oltre alla brasatura dell’alluminio, la lega permette anche la giunzione con rame ed acciaio inox ed è disponibile in barrette, fili ed in pasta per la brasatura in forno.
Tecnica esecutiva con brasatura a fiamma
I grossi pezzi di fusione sono riscaldati nei forni, mentre quelli di piccole dimensioni si riscaldano con il cannello passando rapidamente la fiamma sulla loro superficie.
Qualsiasi gas combustibile di uso comune può essere utilizzato. Nel caso di brasatura manuale, le parti sono prima ricoperte di flux, successivamente riscaldate fino alla temperatura di brasatura, e quindi viene aggiunta manualmente la lega brasante. In molti casi la lega viene utilizzata sotto forma di preformato, in questo caso viene posizionata all’inizio del processo. Nel caso di grandi serie, si può utilizzare una forma di riscaldamento automatico in macchine denominate a giostra.
In alcuni casi è possibile l’utilizzo della lega brasante in forma di pasta. In questo caso deve essere fatta particolare attenzione al controllo della temperatura di processo e spesso è necessario l’utilizzo di un pirometro ottico per misurare la temperatura.
Le paste brasanti sono una miscela omogenea polvere di lega, disossidante e legante. Il legante serve a rendere la pasta pronta all’uso, ovvero può essere messa direttamente sui pezzi senza colare; inoltre ad una determinata temperatura il legante deve evaporare senza lasciare traccia.
Per la brasatura di tubazioni e raccordi si consiglia l’impiego di particolari fondenti che hanno forma tubolare e contengono nel loro interno il disossidante specifico ad esempio la lega BrazeTec Alubraze L98/02 Nc Flux. Per la corretta esecuzione di questa brasatura si devono tenere in considerazione alcuni aspetti:
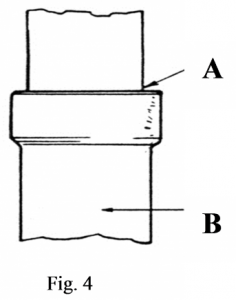
- Nella giunzione di due tubi è importante la preparazione del “bicchiere” (fig. 4 punto B ), si consiglia una svasatura sul bordo superiore di 1 mm per favorire il contenimento del disossidante e della lega (fig. 4 punto A).
- La fiamma deve essere mossa intorno, avanti e indietro, lungo tutto il giunto, insistendo sulla parte a maggiore spessore, più pesante e che richiede maggiore apporto di calore per raggiungere la temperatura richiesta.
- La barretta deve essere posta a contatto con la giunzione sempre indirizzandone la punta e non la parte laterale questo per far agire il disossidante prima della fusione della lega.
- La barretta di lega d’apporto deve essere portata a contatto del giunto quando questo ha raggiunto la temperatura richiesta.
- Per favorire lo scorrimento della lega d’apporto è bene muovere la fiamma attorno al giunto: questo tipo di lega è poco soggetta al fenomeno della capillarità e principalmente lavora per gravità.
- La barretta di lega non deve essere riscaldata direttamente.
- e dalla fiamma, ma deve ricevere il calore per conduzione dal pezzo, i giunti da brasare devono essere puliti da grassi o altre sostanze che interferiscono con la brasatura e che non sono eliminati dal disossidante.
- Il riscaldamento deve continuare per un po’ onde permettere la completa compenetrazione e diffusione della lega.