Bagnabilità e Capillarità nella brasatura
Bagnabilità.
Un metallo si definisce bagnabile da una lega, quando ad una determinata temperatura, la lega è in grado di penetrare a livello intermolecolare nel metallo stesso, creando quindi uno strato superficiale intermedio tra lega e metallo che genera la giunzione degli stessi.
Di solito tale fenomeno avviene sempre alla temperatura di fusione della lega brasante, quindi la bagnabilità avviene quando il metallo di base è ancora allo stato solido, mentre la lega brasante è allo stato liquido. A questa determinata temperatura, la lega è in grado di penetrare a livello intermolecolare nel metallo di base e, viceversa, il metallo di base penetra nella lega fusa. In questo modo si forma uno strato intermedio superficiale tra metallo di base e lega che, al momento del raffreddamento, rappresenta la giunzione stessa. Ovviamente non tutte le leghe sono in grado di bagnare i metalli, devono essere scelte leghe e metalli compatibili, inoltre la superficie di base, per essere bagnata dalla lega, deve essere libera da ossidi e pulita da qualsiasi residuo di olio o sporcizia. Generalmente, per eliminare gli ossidi dalla superficie dei metalli si usano i disossidanti.
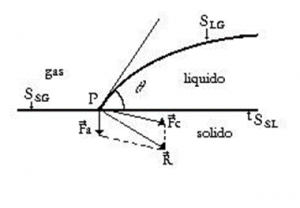
La teoria: La bagnabilità è regolata dalle tensioni superficiali agenti secondo piccoli angoli di contatto solido-liquido; le forze di coesione tra le molecole della lega liquida fanno si che lo strato superficiale sia soggetto ad una forza attrattiva verso l’interno facendone assumere l’estensione minima ovvero quella sferica.
Le molecole sulla superficie della lega liquida possiedono una energia potenziale superiore a quelle dell’interno pertanto per aumentare l’estensione della superficie libera di un liquido occorre spendere un’energia proporzionale all’aumento di superficie. La tensione superficiale di un liquido rappresenta la quantità di energia richiesta per aumentare l’estensione della superficie di una unità mantenendo costante la temperatura del sistema. In presenza del metallo base, esso ha influenza sui valori della tensione superficiale ovvero le sue molecole svolgono attraverso le forze di adesione delle azioni sulle molecole dello strato superficiale del liquido. Quando solido e liquido vengono a contatto a causa delle interazioni tra diverse fasi (solido-liquido) si stabilisce una tensione interfacciale; il profilo di una parte della lega liquida posta sulla superficie del metallo base solido, formerà con essa un angolo q, che sarà maggiore o minore di 90 ° a seconda che nel punto di contatto P prevalga la risultante delle forze di adesione Fa o quella delle forze di coesione Fc. In definitiva si avranno le seguenti condizioni:
- Fa > Fc => q < 90° la superficie è bagnabile
- Fa < Fc => q > 90° la superficie è difficilmente bagnabile
- Casi limite: q = 180° assenza totale di bagnabilità; q = 0° bagnabilità completa
La bagnabilità è quindi favorita da: basse tensioni interfacciali, elevate energie superficiali del solido, modeste tensioni superficiali, stato di levigatezza e presenza di impurità sulla superficie del materiale stesso.
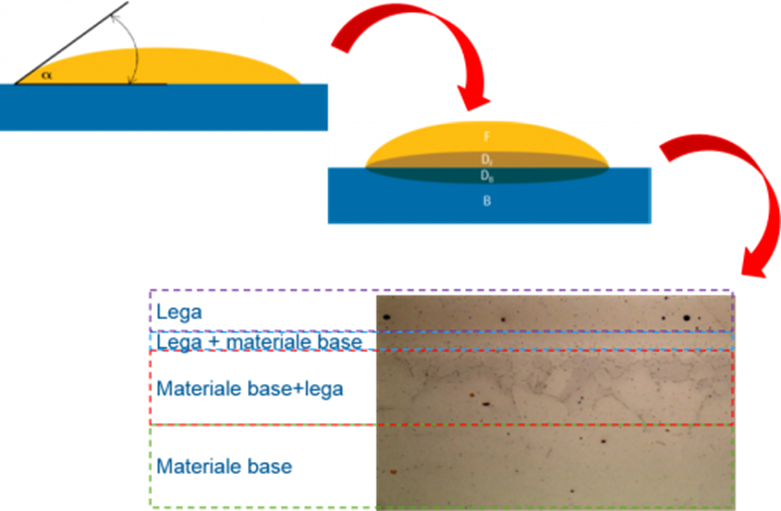
Bagnabilità e penetrazione della lega nel materiale base
Capillarità
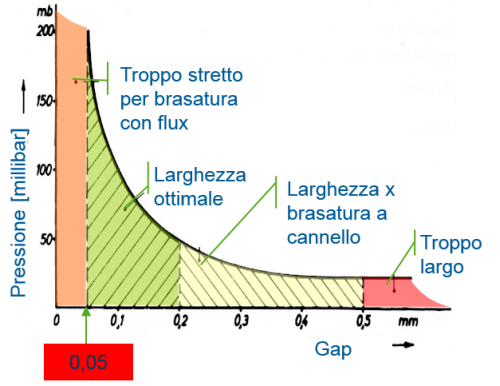
La pressione di capillarità rappresenta la capacità della lega fusa di penetrare all’interno di tutte le intercapedini presenti nei giunti che si vogliono unire. In questo modo la lega è in grado di riempire tutti gli interstizi realizzando una giunzione completa senza lasciare fori o porosità. La lega, infatti, alla temperatura di brasatura (stessa della bagnabilità) viene attratta all’interno dei giunti che si vogliono unire e può vincere anche la forza di gravità. E’ evidente che le tolleranze del giunto che si vuole unire devono essere corrette (né troppo strette, né troppo larghe), e che, quello che fa fede, sono le tolleranze alla temperatura di brasatura e non quelle a temperatura ambiente.
Si è dimostrato che anche la forma del giunto può influire sulla forza di capillarità, infatti forme di giunti triangolari o angolari hanno una forza maggiore rispetto a giunti rotondi o quadrati. In questo caso, per forma geometrica si intende la forma della luce all’interno della quale deve penetrare la lega brasante al momento della brasatura.
Pressione di capillarità in funzione al gap del giunto