Criccature su utensili post brasatura
Dati sui materiali
Giunto acciaio-metallo duro
Lega trimetallica Brazetec 49Cu
Disossidante marrone spezial H
Processo di brasatura e post-brasatura
Induzione temperatura di brasatura 690 °C
Rinvenimento post-brasatura solo sul corpo in acciaio a 500 °C qualche secondo
Test battitura con martello di legno
Nichelatura
Affilatura
Problema riscontrato
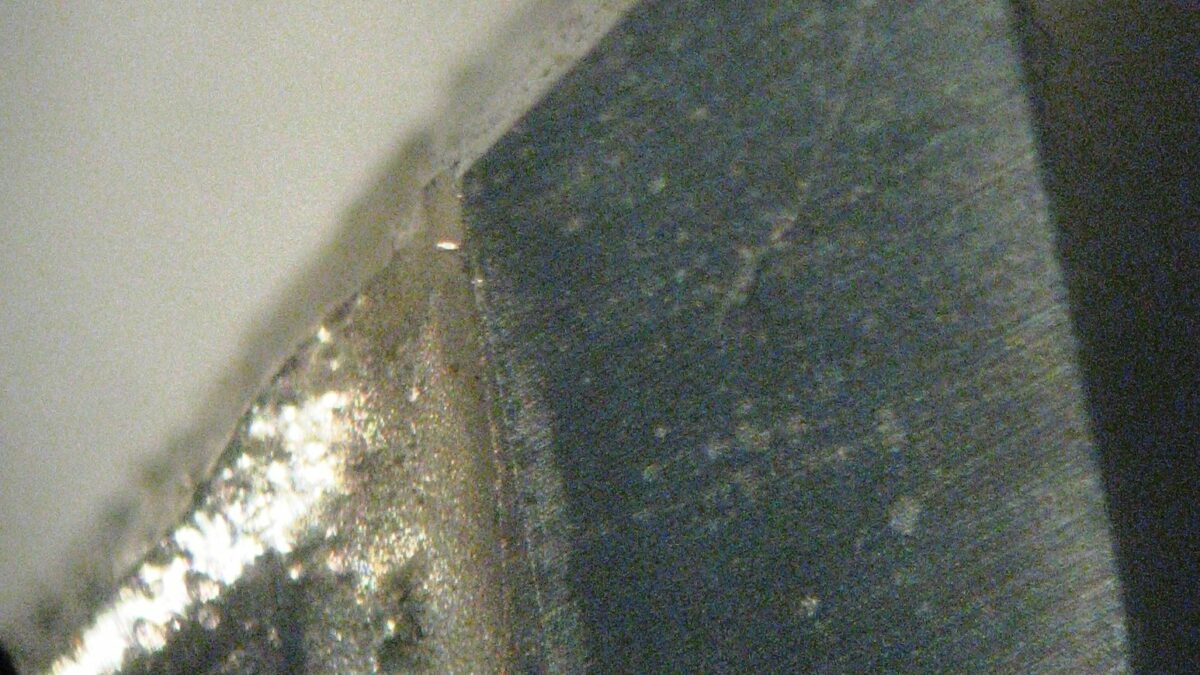
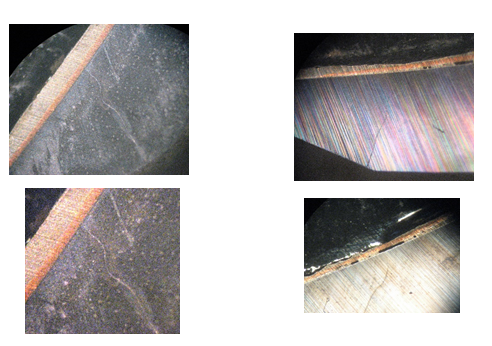
Riscontrate criccature sul metallo duro dopo l’affilatura (vedi foto).
Analisi delle cause
La lega brasante trimetallica 49Cu unita all’utilizzo del disossidante spezial H sono i prodotti più indicati per la giunzione acciaio-metallo duro.
Dall’analisi svolta la brasatura risulta conforme come si può notare sono evidenti gli strati di lega brasante e lo strato di rame.
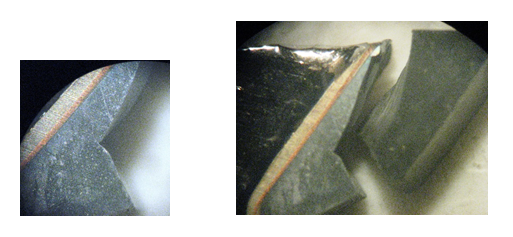
E’ stato eseguito un test distruttivo per verificare la tenuta della brasatura martellando dalla parte posteriore al settore in metallo duro riscontrando la rottura parziale del metallo duro mentre parte di esso è rimasto unito al supporto d’acciaio nonostante le successive martellature (vedi foto).
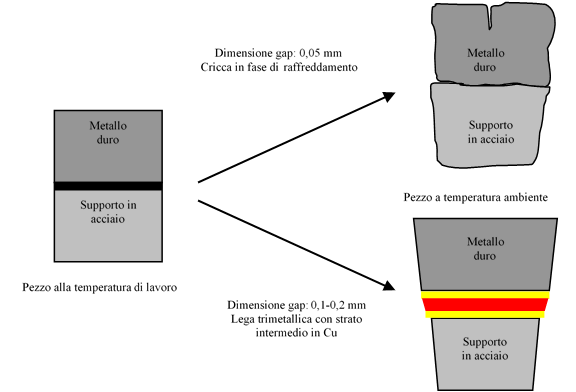
Le cricche sono causate principalmente dalle tensioni di ritiro e si manifestano attraverso linee di frattura nel metallo duro indicative di un sovraccarico di quest’ultimo (vedi figura). Il metallo duro che costituisce il tagliente e l’acciaio che forma il supporto hanno coefficienti di dilatazione termica e moduli elastici molto differenti. Valori così diversi generano, una volta completamente solidificata la lega brasante, quindi sotto la temperatura di solidus, tensioni di ritiro in fase di raffreddamento. Le alte tensioni di trazione-ritiro tra acciaio e metallo duro generano momenti flettenti che nella zona marginale esterna del metallo duro causano incrinature sulla superficie fino alla rottura senza precedente compensazione delle tensioni per deformazione plastica.
Soluzione
La lega brasante trimetallica contiene al suo interno uno strato di rame ricoperto in entrambi i lati da lega brasante, lo strato di rame permette di assorbire le tensioni interne deformandosi plasticamente. Nel nastro della lega 49Cu di spessore 0,3 mm gli strati sono così suddivisi: 0,075 mm lega brasante, 0,15 mm strato di rame, 0,075 mm lega brasante.
Analizzando i dati forniti e controllando visivamente il posizionamento della lega brasante risulta che il processo utilizzato, l’induzione, è stato correttamente applicato. La temperatura di brasatura di 690 °C per questa lega è corretta.
La fase di rinvenimento a 500 °C sul solo corpo in acciaio successivamente alla brasatura può essere causa di tensioni che innescano criccature; il riscaldamento provoca la dilatazione prima e il ritiro poi dell’acciaio mentre il metallo duro non riscaldato rimane freddo ma essendo unito all’acciaio tramite la lega brasante subisce a sua volta stress di trazione e ritiro amplificati rispetto alla precedente fase di brasatura.
I materiali base della giunzione possono influire sulle fratture. Il metallo duro utilizzato K20 formalmente risulta idoneo per l’applicazione in quanto è un buon compromesso tra tenacità e durezza/resistenza all’usura nel tempo, esistono comunque diverse caratteristiche migliorative in merito al contenuto di cobalto e dimensione della grana a parità di classificazione ISO.
Si consigliano per ordine di importanza le seguenti azioni:
- evitare riscaldamenti successivi al processo di brasatura in particolare il rinvenimento a 500 °C;
- utilizzare un metallo duro K20 con maggiore tenacità ovvero con un maggiore percentuale di cobalto unitamente a dimensioni della grana grossa o un mix tra grana grossa e fine;
- utilizzare una lega trimetallica con strato di rame maggiorato: lega 49Cu13 (su spessore 0,3 mm si ha 0,0375 lega brasante, 0,225 mm strato di rame, 0,0375 mm lega brasante).
- Il processo di battitura con martello di legno per testare in modo empirico la tenuta, è adottato da diversi utensilieri: non esiste un altro test non distruttivo migliore e più semplice.
- Il processo di nichelatura non ha influenza alcuna sulla lega metallica in quanto le temperature che si raggiungono durante tale processo sono inferiori ai 100°C (escluso un eventuale trattamento di indurimento) quindi trascurabili.
- Il processo di affilatura è un processo automatico che se ottimamente raffreddato e calibrato non dovrebbe essere fonte di stress per la giunzione.