Geometrie e forme dei giunti brasati
Progettazione di giunti brasati
La pressione di capillarità gioca un ruolo fondamentale nel corretto riempimento del giunto, le dimensione del gap con le quali si manifesta la massima capillarità sono comprese tra 0,05 e 0,2 mm. In fase di progettazione di un giunto, che poi sarà sottoposto al processo di brasatura, risulta quindi indispensabile considerare la geometria e la forma del giunto stesso per favorirne il suo riempimento.
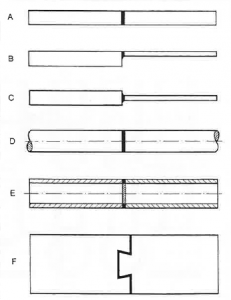 Giunti testa-testa: i giunti di testa diritti sono utilizzati fino ad uno spessore minimo di circa 1 mm rispetto alle singole parti da unire. Le caratteristiche meccaniche dei giunti testa-testa sono comunque ottimali se la brasatura è stata eseguita correttamente. Notevoli difficoltà sorgono nel posizionamento delle parti l’una contro l’altra quando gli spessori delle pareti da unire sono meno di 1 mm. Il giunto (F) a coda di rondine illustrato è occasionalmente usato per il favorire il posizionamento delle singole parti da unire. Si noti che questo tipo di giunto non è utilizzato per aumentare la resistenza del pezzo finito in ragione della sua particolare forma o materiale.
Giunti testa-testa: i giunti di testa diritti sono utilizzati fino ad uno spessore minimo di circa 1 mm rispetto alle singole parti da unire. Le caratteristiche meccaniche dei giunti testa-testa sono comunque ottimali se la brasatura è stata eseguita correttamente. Notevoli difficoltà sorgono nel posizionamento delle parti l’una contro l’altra quando gli spessori delle pareti da unire sono meno di 1 mm. Il giunto (F) a coda di rondine illustrato è occasionalmente usato per il favorire il posizionamento delle singole parti da unire. Si noti che questo tipo di giunto non è utilizzato per aumentare la resistenza del pezzo finito in ragione della sua particolare forma o materiale.
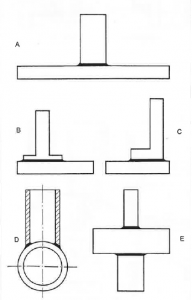 Giunti a T: le forme di giunti a T di figura A, D ed E si verificano più frequentemente. Il giunto E è chiamato: giunto a croce. I giunti a T negli esempi B e C hanno superfici di brasatura relativamente grandi. In generale non è necessario aumentare la superficie di contatto dei pezzi da brasare tramite ricalcatura o progettando una parte con una sezione con un angolo ottimale, a meno che le parti da unire abbiano pareti relativamente più spesse rispetto alla base. Quando si verifica la brasatura di un piccolo tubo con tubo più grande con giunzione a T è necessario lavorare il raggio del tubo più grande e la parete del tubo più piccolo al fine di rendere favorevole il gap del giunto (figura D). Questa lavorazione può essere fatta in maniera economicamente sostenibile con macchine disponibili in commercio per produzioni in serie.
Giunti a T: le forme di giunti a T di figura A, D ed E si verificano più frequentemente. Il giunto E è chiamato: giunto a croce. I giunti a T negli esempi B e C hanno superfici di brasatura relativamente grandi. In generale non è necessario aumentare la superficie di contatto dei pezzi da brasare tramite ricalcatura o progettando una parte con una sezione con un angolo ottimale, a meno che le parti da unire abbiano pareti relativamente più spesse rispetto alla base. Quando si verifica la brasatura di un piccolo tubo con tubo più grande con giunzione a T è necessario lavorare il raggio del tubo più grande e la parete del tubo più piccolo al fine di rendere favorevole il gap del giunto (figura D). Questa lavorazione può essere fatta in maniera economicamente sostenibile con macchine disponibili in commercio per produzioni in serie.
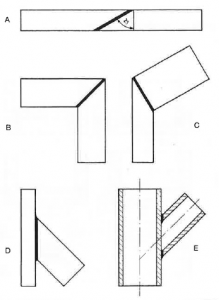
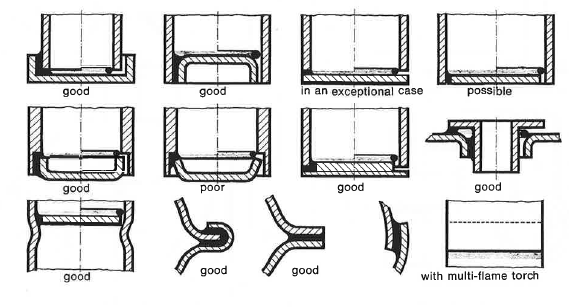
Giunti inclinati: si intendono giunti inclinati quei giunti in cui le singole parti si incastrano con bordi inclinati. Le diverse forme di giunti inclinati negli esempi B, C, D ed E si verificano frequentemente nella pratica. Il giunto inclinato della figura A è utilizzato solo in casi eccezionali in quanto generalmente si preferisce il giunto testa-testa dritto poichè può essere prodotto e posizionato più facilmente. La resistenza del giunto inclinato della figura A è superiore a quella del giunto di testa diritto se l’angolo di inclinazione è maggiore di 60° a parità di materiale base.
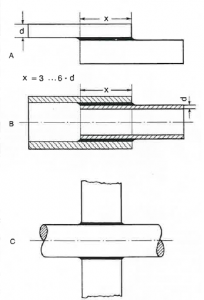
Giunti a sovrapposizione: giunti a sovrapposizione si caratterizzano per gli assi di due o più parti individuali da brasare insieme che giacciono paralleli o coincidenti e il gap è delimitato solo da superfici parallele a tali assi (vedi figure sottostante). Questo tipo di giunto è usato al posto del giunto di testa dritto principalmente in caso di fogli sottili di metallo (< 1 mm) o tubi da brasare insieme perché è più agevole il loro posizionamento. Il giunto a sovrapposizione è utilizzato anche per brasare flange con ugelli o bulloni su alberi. Quando la lunghezza di sovrapposizione (x) non è fissata dalla forma o dalla geometria del pezzo può essere determinata considerando dalle 3 alle 6 volte lo spessore del giunto più fine, maggiore sovrapposizione non è necessaria ai fini della resistenza meccanica. Una sovrapposizione eccessiva può essere fonte di inclusione dei residui di disossidante nella lega fusa che non riesce a “spingerli” fuori dal gap durante il suo fluire lungo il meato. La minima sovrapposizione di 3 volte lo spessore del pezzo più fine si applica in caso di giunti in rame che non devono sopperire a grandi sforzi, le 6 volte si realizzano in caso di giunti in acciaio sottoposti ad elevati sforzi.
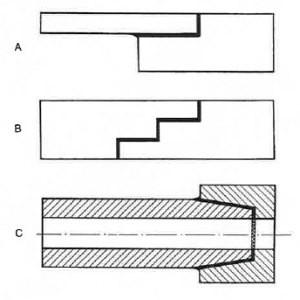
Giunti a gradino: sono giunti singoli o multipli, possono essere di testa, a sovrapposizione o inclinati. Esempi di giunti a gradino sono presenti nella figura sottostante.
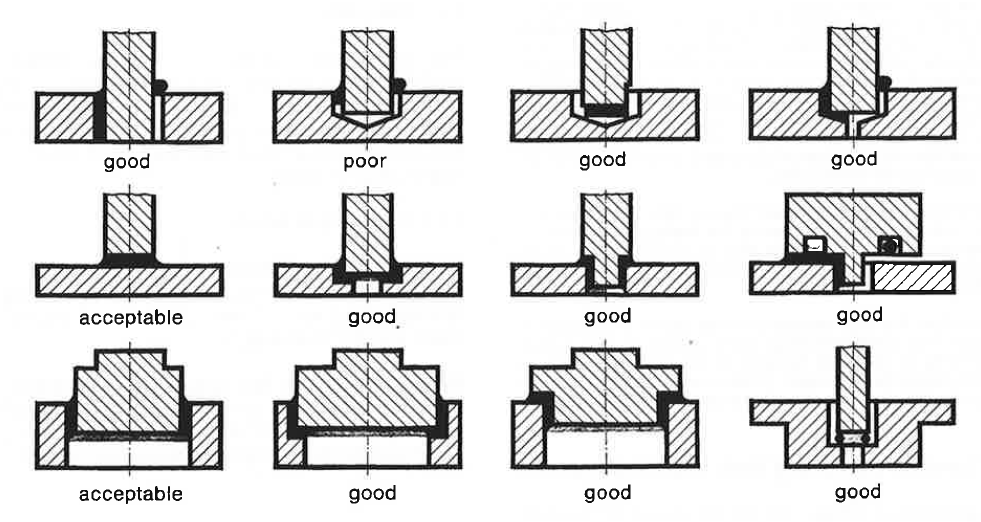
Alcuni esempi di geometrie idonee per la brasatura:
Viti e Bulloni
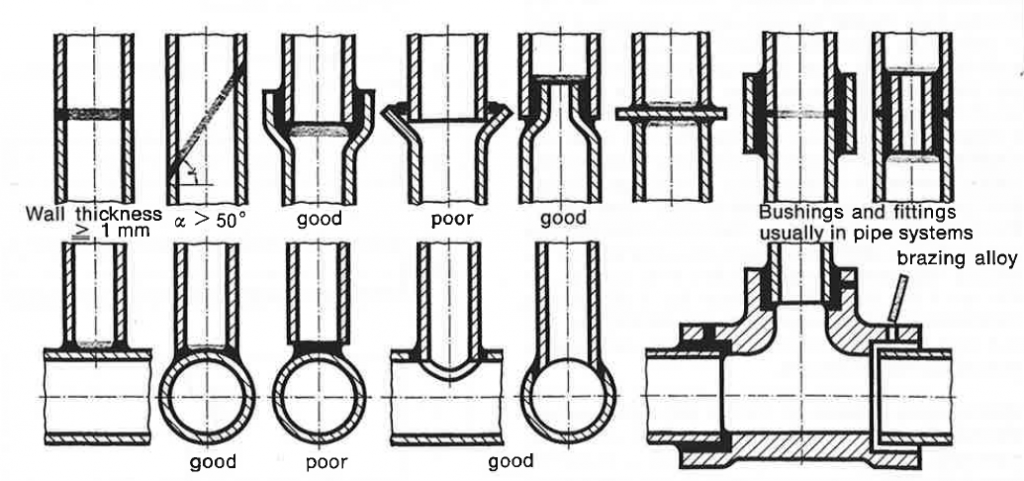
Tubi e Raccordi
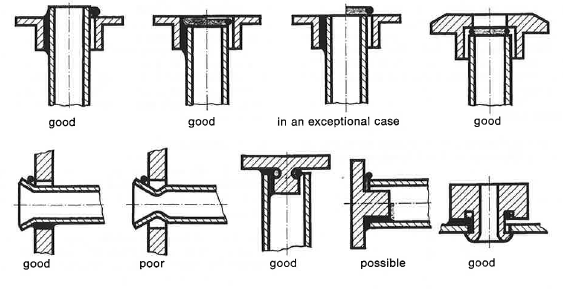
Flange e Ugelli
Serbatoi in metallo