Influenza del Fosforo e Silicio nelle leghe brasanti AgCuP e CuP

Influenza del Fosforo e Silicio nelle leghe brasanti AgCuP e CuP
Le leghe per brasatura forte a base fosforo sono utilizzate per unire giunti Cu-Cu in particolare nel settore HVAC.
Fosforo
Il fosforo contenuto in queste leghe le rende auto-flussanti ovvero non è necessario l’uso del disossidante per unire giunti rame-rame visto la notevole affinità tra fosforo e ossigeno. Il fosforo reagisce con l’ossigeno dell’aria diventando il pentossido fosforico che reagendo con l’ossido di rame forma a sua volta sulla superficie del metallo base (rame) il metafosfato di rame. Questo composto ha un effetto disossidante, flussante, abbassa il punto di fusione della lega e allo stesso tempo copre con azione protettiva la lega fusa attraverso uno strato grigiastro; non è corrosivo quindi non è necessario rimuoverlo dopo la brasatura. Il contenuto di fosforo nelle leghe AgCuP e CuP varia dal 5 al 7,8 % a seconda del tipo di composizione.
Cosa accade se si eccede o si diminuisce la sua quantità in una ricetta?
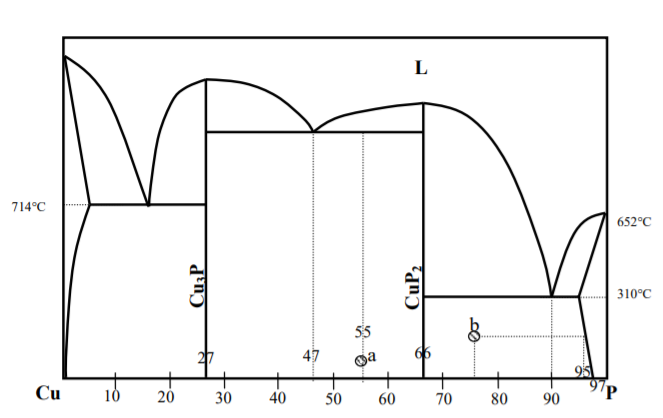
L’aumento della quantità di P entro il limite di 7,8% in una lega porta un aumento della sua scorrevolezza, aggiungere troppo fosforo (>7,8%) comporta inevitabilmente ad avere problemi di fragilità durante la fase di estrusione per ottenere un filo o una barretta. Ad esempio, il punto eutettico della lega CuP si manifesta alla temperatura di 714 °C che corrisponde ad un contenuto di fosforo del 8,25%. Tale composizione è intrinsecamente fragile. Nelle leghe AgCuP sono state aggiunte modeste percentuali di Ag per migliorare la duttilità e la resistenza meccanica della lega. Una diminuzione del P nella composizione provoca un effetto di perdita di potere disossidante sull’ossido di rame che limita la scorrevolezza della lega fino all’impossibilità di bagnare il metallo base. La lega tende a raggrupparsi su se stessa formando una pallina.
Silicio
Il Silicio è aggiunto in piccolissime percentuali nelle leghe a base P. La norma ISO17672 prevede un max di 0,25%. Il Si determina caratteristiche particolari nella lega d’apporto con significativi vantaggi durante il processo di fusione:
1) eccezionale abilità di formare cordolo o tappo nei giunti brasati (comportamento plastico del bagno di fusione);
2) cambiamento favorevole e distintivo del colore nella finitura della lega brasante;
3) miglioramento della duttilità rispetto alla lega senza Si;
4) maggiore facilità nella brasatura di giunti misti es. Cu-OT (utilizzando anche il disossidante);
5) protegge il bagno di fusione dal sovra-riscaldamento evitando la formazione di porosità sul cordone di brasatura;
6) funge in parte da disossidante, migliorando la bagnabilità del metallo base e la fluidità della lega fusa perché raggruppa in superficie la scoria.
L’utilizzo tipico di leghe che contengono Si è in processi di brasatura manuale a fiamma molto potente, su raccorderia idraulica, macchine da caffè, componentistica per settore condizionamento e refrigerazione.
Cosa accade se si eccede o si diminuisce troppo la sua quantità in una ricetta?
Una lega AgCuP o CuP con bassa percentuale di silicio (es.<0,001%) porta alla perdita delle caratteristiche sopra descritte e di fatto la lega si comporterà come una lega senza Si. Un quantitativo troppo elevato può portare ad avere un bagno di fusione estremamente compatto con una scorrevolezza notevolmente rallentata tanto da limitare la fluidità e penetrazione capillare. I valori ottimali per sfruttare al meglio le performance di una lega con silicio possono essere indicativamente 0,004-0,02%.
